
2. 方向幕の制御と技術続いて、電動式方向幕の制御について、文系の私に説明できるレベルで掘り下げてみます。方向幕の制御方法概論在りし日の動作光景には、大きく二つの方向幕の動き方があったことが思い出されるのではないかと思います。前面方向幕や後面方向幕といった天地幅の狭い方向幕で、その動作の違いが確認できたはずです。一つはA図のように、それぞれのコマを表示したところで一旦停止し、あたかも一つ一つのコマを確認できるように静止しているかのような動作をするタイプ。 そしてもう一つはB図のように、止まることなく円滑に次々と進んでいき、停止時は位置を微調整するように上下に微動してから静止するタイプ。 これらは前面、側面、後面の各巻取機を連動させて制御する方法が違うために、動作も違っているのです。
| ||||||||||||||||||||
|
同期起動形は、制御盤の動作スイッチを投入すると巻き取り動作のための電気回路が構成されます。そしてそれぞれの巻取機が動作をし、1コマ分巻き取ったところで巻取機が電気回路から開放されます。1コマ分を巻き取ったかどうかの判断には、金属箔や穴、黒いマーキングなどをセンサーで読み取る形で行ないます。すべての巻取機が回路上から開放されたときに、改めて制御盤で動作スイッチの投入があれば連続的に次の動作をし、スイッチの投入がなければ動作を終了します。そのため、この方式でも初期のタイプの制御盤には1コマ送り・戻しのスイッチしか備わっておらず、目的のコマを表示するまで乗務員がボタンを押し続ける光景が見られたはずです。このボタンを押し続ける動作を軽減するために、ボタンを押し込んだ後で回すことでロックできる機構を備えた制御盤も製品として登場しました。 | ||||||||||||||||||||
 |
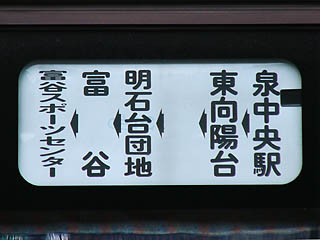
他方のパルスコード形はハイテクそのもので、制御盤からは動作スイッチによる回路構成も然る事ながら、番号を指定して制御をすることができます。指定された番号のコマを表示しているかどうかは、幕の端に印刷されたバーコードをセンサーが読み取る形で行なわれています。こちらは各巻取機に「○○番を表示しろ」という信号が制御盤から送られて、それに基づいて各巻取機が自動的にその番号のところで巻き取り動作を止めるようになっていますので、それぞれが完全に同期して連動する必要性はありません。結果、円滑に途中で止まることなく巻き取り動作を続け、それぞれが目的のコマを表示すると自動的に動作が終了するようになっています。 左写真は仙台市交通局の車輛に搭載された制御盤です。左下の方に「方向幕」の項がありますが、ここで番号を指定した後に左側の「始動」ボタンを押すことで、巻き取り動作を行ないます。 | |||||||||||||||||||
 |
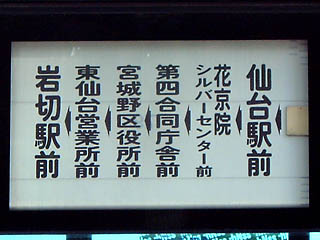
さて、同期起動形の制御盤は後に改良され、番号を指定して目的の番号で自動的に止まる動作をする、操作性がパルスコード形に類似したものも登場しました。しかしこれはすべての巻取機が回路から開放された後に改めて信号を自動的に送る制御機能が備わった制御盤を用いているだけで、実際にバーコードを読み込んだ動作をしているわけではありません。そのため、巻取機の動作は通常の同期起動形と変わりありません。 左写真はそのような同期起動形ながらも番号を設定できるタイプの操作盤で、宮城交通の自社発注車ではよくこのタイプの操作盤が搭載されていました。 | |||||||||||||||||||
|
動作の点に注目して簡単に説明しますと、同期起動形は複数の方向幕の装置が同期して、すべての装置が同じコマを表示することを繰り返しながら動作する方式、他方のパルスコード形はそれぞれの装置が目的のコマを表示した時点で自動的に動作を終了するというものです。 この同期起動形とパルスコード形ですが、これは実に大きな括りです。 厳密には、この同期起動形には複数の方式があります。上記でも少し触れましたが、一つ一つのコマを識別するためのマーキングの方式によって、箔検知式、穴検知式(穴式)、マーク式(光電式)の三種類に細分されます。 また、このマーキングに着目すると、パルスコード形はバーコード式と呼び換えても差し障りがないかと思います。 既にいろいろな「形」だの「式」だのが出てきてややこしいですので、下表のように区分し整理してみました。少しはわかりやすくなったでしょうか。
*2 : 1984年式の車輛まで採用、それ以降は三陽電機製作所のパルスコード形で統一。 *3 : 自社発注車は東洋ライト工業製のものを使用。 *4 : 旧三陽電機製作所のこと。 *5 : 路線用で最初に投入された元仙台市交通局の車輛は、巻取機こそ交通局時代のまま三陽電機製作所のパルスコード形を搭載していたが、同社転入時の改造工事で追加されたスイッチにより、乗務員が手動で巻き取り操作をしていた。 それでは、続いてこれらの違いを小分類に基づいて、方向幕の現物を観察しながらご説明いたします。 箔検知式の方向幕 | ||||||||||||||||||||
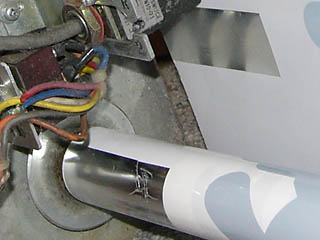 |
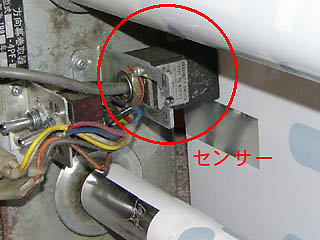
最大の特徴は、この幕の端にギラリと輝くアルミ箔でしょう。このアルミ箔に通電させ回路の構成の有無を判断するセンサーが取り付けられており、そのセンサーによって表示内容が定位にあることを検知します。表側から見た場合、センサーの保護カバーに着色する必要がないため(通電によって幕の位置を検出するため)、羽深製作所の巻取機の場合はセンサー部が透明なカバーで覆われていました(下写真)。 メリットとなるのは、接点が通電良好な状態であれば最も確実な幕の位置を検出できる方法であるという点です。ただデメリットもあり、その箔の通電状態を常に良好にしておかなければならないことや、幕そのものの制作コストが高いという点は事業者にとってマイナスだったのではないかと考えられます。仙台圏での採用例はありませんが、アルミ箔ではなく銅板を検知するタイプの巻取機もありました。 | |||||||||||||||||||
|

| |||||||||||||||||||
穴検知式の方向幕 | ||||||||||||||||||||
 |
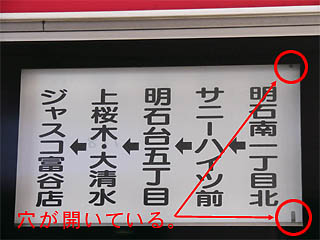
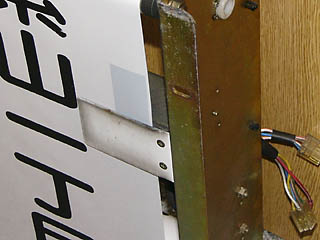
こちらも特徴がよくわかるタイプの幕で、幕の端の方に細長い穴が開いている点が特徴です。スイッチがこの穴によって押し込まれたり開放されたりすることで、穴の有無を確認し、幕の位置を検出するという方法です。そのため、このような形の穴が開いています。穴の場所は巻取機の製造メーカーや形式によって異なり、そのため対応メーカーや形式が違う幕との互換性はありません。 メリットとなるのは、箔検知式やマーク式の場合は幕そのものが汚れてしまうと正常に動作しないというデメリットがありましたが、この方式は穴を検知するものですので、幕そのものがどんなに汚れても確実に検知できます。他方で、この穴がゆえにフィルムのこの部分だけ強度が低く、何度も巻きなおしているうちに穴から裂けるように破れるなど、せっかく汚れに強くても幕そのものの寿命が短いという問題点がありました。 |
|||||||||||||||||||

|  | |||||||||||||||||||
マーク式の方向幕 | ||||||||||||||||||||
 |
光学センサーの技術の進歩に伴って登場したのが、このマーク式です。黒く塗りつぶした箇所をマーキングとして使うという、フィルム幕の製造過程で考えてみてもたいへんシンプルなものです。マーキングについては、巻取機のメーカーによって表面の場合と裏面の場合があります。 メリットとなるのは、やはり製作コストが縮減できたこと。箔を貼り付けたり穴を開けたりすることに比べれば、かなりコストカットができることが明白です。デメリットは、幕が汚れてしまうと白い部分と黒い部分の識別ができなくなり、正常に動作しなくなる点でしょう。そのため、箔検知式や後述のバーコード式と同様に、方向幕の拭き取り清掃を定期的に行なう必要がありました。 | |||||||||||||||||||

|
| |||||||||||||||||||
|
下の左写真は、マークが表面に施されたタイプのものです。上で紹介したのは東洋ライト工業の巻取機に対応したマーク式の幕で、正面から見て右側上部にマークがありましたが、こちらは交通電業社の巻取機に対応した幕で、正面から見て左側中央にマークがあります。宮城交通に在籍した、神奈川中央交通からの転入車のために作られた幕のようです。 下の右写真は、マーク式と穴検知式の双方に対応した幕で、宮城交通でよく見られたものです。東洋ライト工業のマーク式の規格と、オージの穴検知式の規格の双方に準拠した規格となっています。 | ||||||||||||||||||||

|
| |||||||||||||||||||
パルスコード形・バーコード式の方向幕 | ||||||||||||||||||||
 |
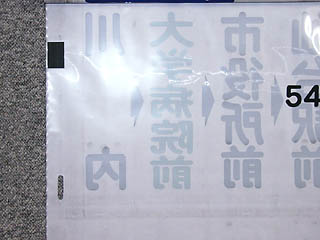
最後にバス用方向幕では最も高度な技術を用いている、パルスコード形の紹介です。この方式ではバーコードからコマの番号を連続的に読み取る必要があります。読み取りに失敗しても、前後のコマで番号の補正を受けることができるため、同じ光電センサーを用いているマーク式より幕の汚れに強いという特性があります。バーコードが結構目立つところに印刷されるため、事業者によっては裏面に印刷した幕を使用していました。 メリットとなるのは、先にも紹介したとおりマーク式よりも幕の汚れに対して強いという点、そして表示の間違いが発生しにくいためAGSとの連動が容易で、乗務員の負担軽減が図れる点です。一方のデメリットは、バーコードが厳密な規格に基づいて描かれるため、箔検知式、穴検知式、マーク式とは異なり、自家製幕を使用することができず、小規模なダイヤ改正に合わせて方向幕の内容を書き換えるときも、外注する必要があります。 | |||||||||||||||||||

|

| |||||||||||||||||||
| ところでこのパルスコード形方向幕で用いられるバーコードは一見複雑怪奇なモノに見えますが、実は簡単な二進数で割り振られているのです。最後にそのことについて触れておきましょう。 | ||||||||||||||||||||
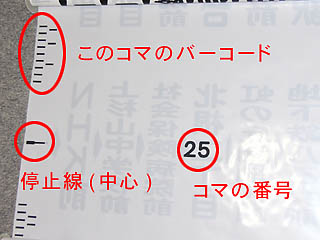 |
そもそもこのバーコード式の方向幕のバーコードは、大きく二つに分けることができます。一つはコマを静止させる場所の位置調整に使われる停止線、もう一つはバーコードの部分です。二つの光電センサーが右側と左側のマークを別々に読み取り、双方でマークが同時に検出されたところを停止線と見なすようになっているみたいです。 | |||||||||||||||||||
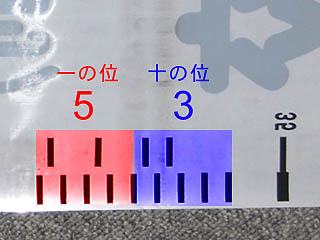 |
このコマを識別するためのバーコードは、最初に一の位、続けて十の位を、0と1を線の有無で表現する形で二進数で表現しています。そのため、左図の一の位の場合は、「1010」から十進数における「5」、また十の位は「1100」から十進数における「3」ということがわかり、「35番」ということがわかります。 このバーコードの一覧表は「文書保管室」の中で公開中です。興味のある方はご覧ください。 | |||||||||||||||||||
外観から方法を識別するいくつかの実例写真と共に、巻取機の方式を識別する方法について紹介したいと思います。なお、実車の識別のときには十分に安全に注意を払う必要がありますので、ここでは側面幕の巻取機を識別する方法を紹介します。 | ||||||||||||||||||||
 |
これは、穴検知式の方向幕の一例です。穴の場所はメーカーや巻取機の形式により異なり、そのため先に穴検知式の具体例として紹介した写真の場所とは異なる位置に穴が開いていることがわかるかと思います。 | |||||||||||||||||||
 |
向かって右上にマークが施されているのは、マーク式でも東洋ライト工業の方式の特徴です。先述のとおり、宮城交通の自社発注車では最もよく見かけるタイプのものでした。 なお、幕の天地幅は車輛によって異なっており、この車輛ではこのような天地幅の狭いタイプの側面幕が採用されていました。 | |||||||||||||||||||
 |
こちらも上記のものと同じ東洋ライト工業製のマーク式方向幕ですが、こちらは名鉄バスの中古車に取り付けられていたものです。名鉄バスの側面方向幕は宮城交通のそれよりも更に天地幅が狭く、センサーのカバーが黒く塗られ、更にそのカバーを横から見ると〔という格好になっているので、かなり特徴的な仕様の巻取機となっています。 | |||||||||||||||||||
 |
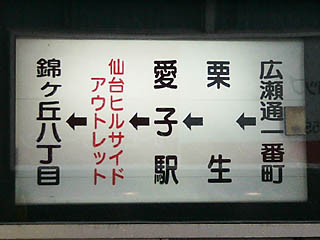
最も識別が容易なのは、このパルスコード形・バーコード式の巻取機です。なんといってもバーコードが目立ちますし、光電センサーのカバーが大きいために目立ちます。宮城交通の自社発注車での採用例はありませんでしたが、仙台市交通局からの移籍車がこの方向幕でしたので、宮城交通の方向幕最終期ではよく見かけるものとなりました。 | |||||||||||||||||||
 |
ところが、愛子観光バスに在籍した仙台市交通局の中古車輛は、巻取機こそ交通局時代と同じものでしたが手動操作で幕を巻き取るため、巻取機のセンサーは残るものの幕そのものにはバーコードが印刷されていませんでした。これは同社の最初期の路線車の、ちょっとした特徴でした。 | |||||||||||||||||||
バスでは使われていない? 電圧比較形方向幕 | ||||||||||||||||||||
 |
これは私自身、旅先も含めてバスでこの制御方式で転回している方向幕巻取機や、それに対応していると思しきフィルム幕を見たことがないのですが、鉄道車輛では国鉄時代の後期の車輛に多数搭載事例がある「電圧比較形制御」というものがあります。 詳しい制御のメカニズムは他にも多数の方がウェブ上で紹介されていますので、そちらをご覧頂くことにしたいと思いますが、やはりバスに限らず自動車のサービス電源がDC12Vまたは24Vということが事例として存在しない最大の要因なのでしょうか。 導入事例があれば、是非とも見てみたいものです。 左写真は、手持ちの唯一の電圧比較形方向幕の巻取機に対応した幕で、見てのとおり東北新幹線の200系のもの。そもそもこれだけ穴が多いと、穴検知式方向幕のデメリットでも触れたとおり、破れ対策が大変そうですので、一日に何度も何度も幕を巻き取るバスには不向きな方式なのかもしれません。 | |||||||||||||||||||
[ Back | Menu | Next ]